Limestone/Lime-Gypsum Flue Gas Desulfurization Process for Coal Boiler SO2 Removal

Product Details
Limestone/Lime-Gypsum Flue Gas Desulfurization Process for Coal Boiler SO2 Removal
Technology Principle
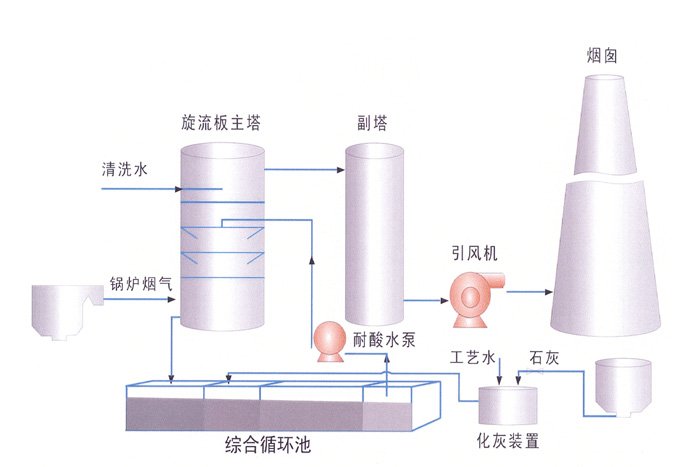
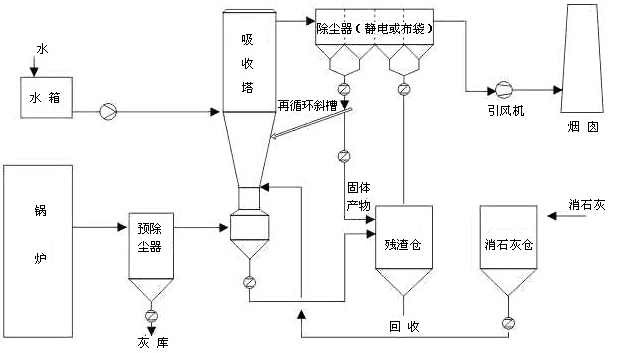
Flue gas enters the wet scrubber tower of the flue gas desulfurization (FGD) system. Inside the tower, the flue gas flows upward while alkaline limestone slurry is sprayed downward in fine droplets. The gas and liquid flow countercurrent to each other. Acidic oxides including sulfur dioxide (SO₂), hydrogen chloride (HCl), and hydrogen fluoride (HF) are absorbed by the alkaline slurry. The flue gas is thus cleaned.
The slurry that has absorbed SO₂ reacts to form calcium sulfite (CaSO₃). This calcium sulfite is then forced oxidized by air injection within the same reaction tank. The oxidation converts calcium sulfite to calcium sulfate dihydrate (CaSO₄·2H₂O), which is gypsum. The gypsum crystals are dewatered using centrifuges or vacuum belt filters. The final product is commercial-grade gypsum suitable for wallboard or cement production.
Process Features
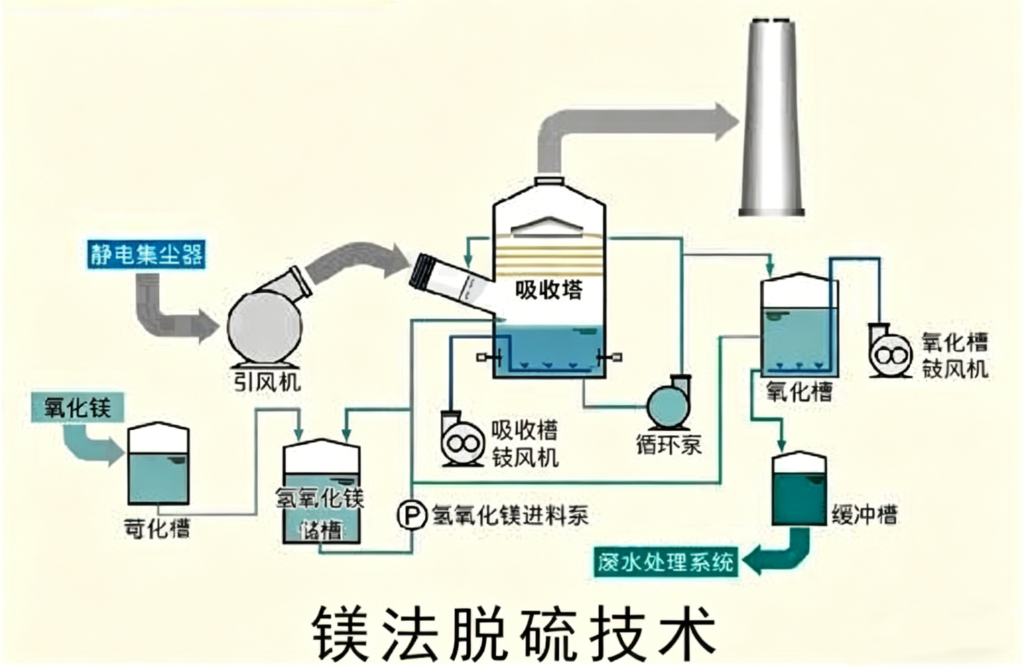
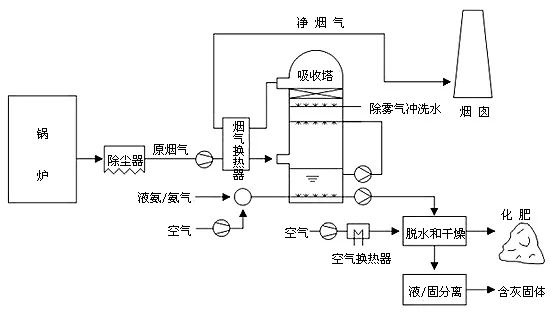
- Wide absorbent selection: Limestone, lime, magnesia, or waste soda solutions can be used
- Wide fuel selection: Suitable for coal, heavy oil, Orimulsion, and petroleum coke
- Wide sulfur content adaptability: Handles flue gas from fuels with up to 8% sulfur content
- Wide load range: Stable operation from 15% to 99% of unit load
- High SO₂ removal efficiency: Typically exceeds 95%
- Patented tray technology: Reduces liquid-to-gas ratio, improves gas distribution, reduces chemical and energy consumption, simplifies internal access for maintenance
- High absorbent utilization: Calcium-to-sulfur molar ratio as low as 1.02 to 1.03
- High byproduct purity: Produces commercial-grade gypsum with purity above 95%
- High dust removal: 80% to 90% particulate removal from coal boiler flue gas
- Cross spray header arrangement: Reduces overall absorber tower height
Application Range
The limestone/ lime-gypsum wet FGD process is suitable for the following:
- Medium to large new or retrofit units, typically 200 MW and larger
- Coal sulfur content ranging from 0.5% to 5% or higher
- Required SO₂ removal efficiency of 95% or greater
- Regions with abundant limestone supply and well-developed gypsum utilization markets