HNT Series Integrated Dust and SO2 Removal Equipment for Boilers
2")
Product Details
HNT Series Integrated Dust and SO2 Removal Equipment for Boilers
Overview
The HNT series integrated dust and SO2 removal equipment is designed for coal-fired boilers and industrial kilns. It serves both small industrial systems and large power plant applications. When no harmful gas removal is required, the unit operates as a dust collector without absorbent addition. This flexibility allows facilities to meet current dust and SO2 requirements while retaining the capability for future gas treatment without purchasing new equipment.
For power plant flue gas systems already using electrostatic precipitators, the HNT unit functions as a desulfurization tower. It removes SO2 while further improving fine particulate collection.
Operating Principle
The HNT equipment integrates fluid mechanics, aerosol mechanics, and chemical reaction kinetics. It combines multiple mechanisms: impingement scrubbing, film strengthening, fluidized bed structure, spray, gravity, inertial force, and agglomeration.
Using forced draft fan operation, the unit avoids the moisture carryover common in induced draft wet systems.
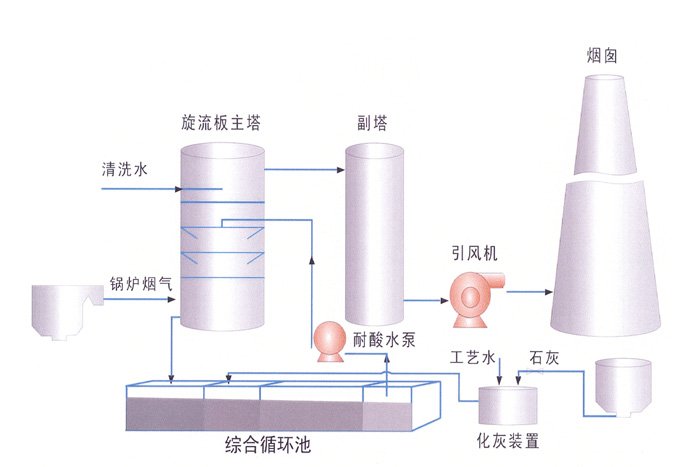
Working Process
Flue gas enters an annular self-excited chamber where a dynamic S-shaped channel removes coarse particles. Fine particles are humidified and agglomerated. Alkaline absorbent begins SO2 absorption.
The gas then passes over a film-forming plate. The liquid film’s large surface area enhances particle capture and gas absorption. A fluidizer creates three-phase fluidization, extending residence time and contact opportunity.
After an auxiliary spray section, the gas enters a separation plate where fine droplets agglomerate. Cleaned gas discharges directly to atmosphere through the top outlet.
Basic Chemical Reactions
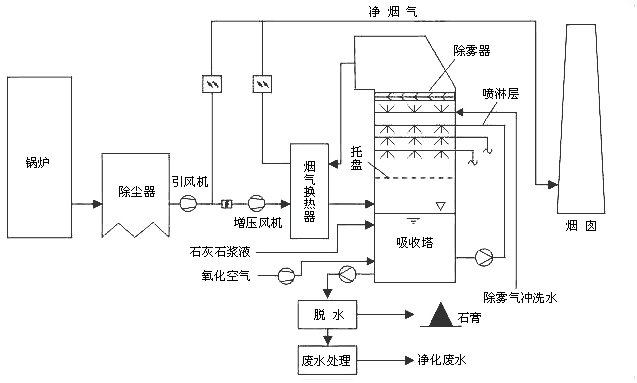
Calcium-based absorption proceeds as:
CaO + H₂O → Ca(OH)₂
SO₂ + H₂O → H⁺ + HSO₃⁻
HSO₃⁻ + ½O₂ → SO₃²⁻ + H⁺
SO₃²⁻ + ½O₂ → SO₄²⁻
2Ca(OH)₂ + 2SO₂ → 2CaSO₄·½H₂O + H₂O
2Ca(OH)₂ + 2SO₂ + O₂ + H₂O → 2CaSO₄↓ + 2H₂O
Key Features
- High removal efficiency meeting emission standards
- Low pressure drop, no fan replacement needed for retrofits
- Small footprint, outlet at bottom for easy fan connection
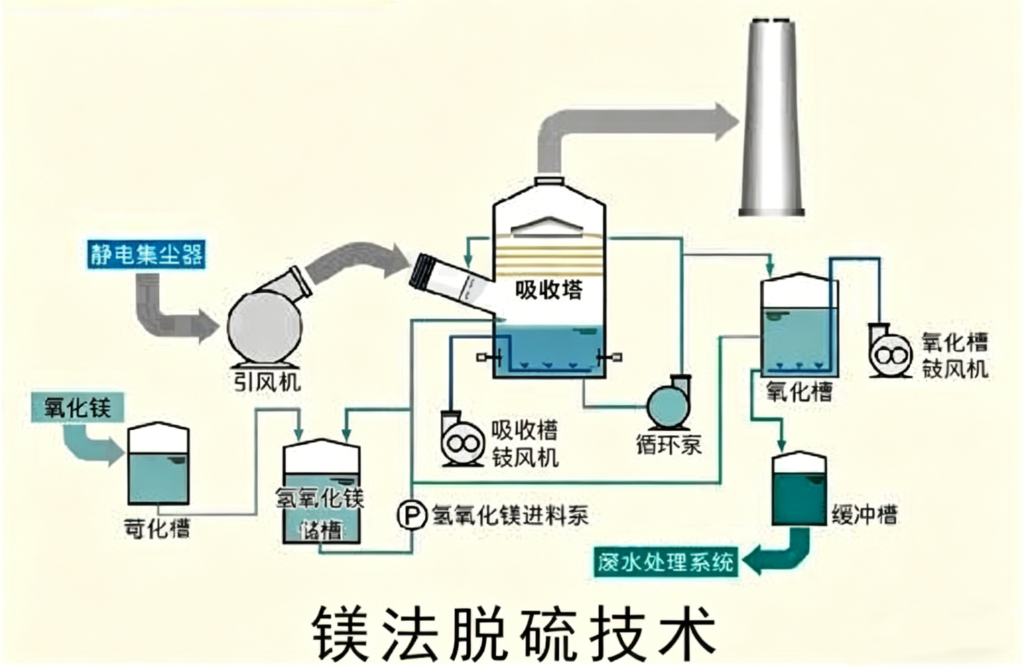
- Low operating cost, any alkaline liquid suitable (except magnesium-based)
- Technical design inherent to flow field, no special fabrication required
- High gas-water separation, no plugging or moisture carryover
- Segmented corrosion protection using different materials for long life and lower cost
Applications
The HNT series serves coal-fired boilers and kilns in machinery, building materials, metallurgy, light industry, chemical, environmental protection, and power industries. Three series models cover 1 to 220 ton industrial boilers and kilns.