Dry Flue Gas Desulfurization Technology for Industrial Boiler SO2 Control

Product Details
Dry Flue Gas Desulfurization Technology for Industrial Boiler SO2 Control
Overview
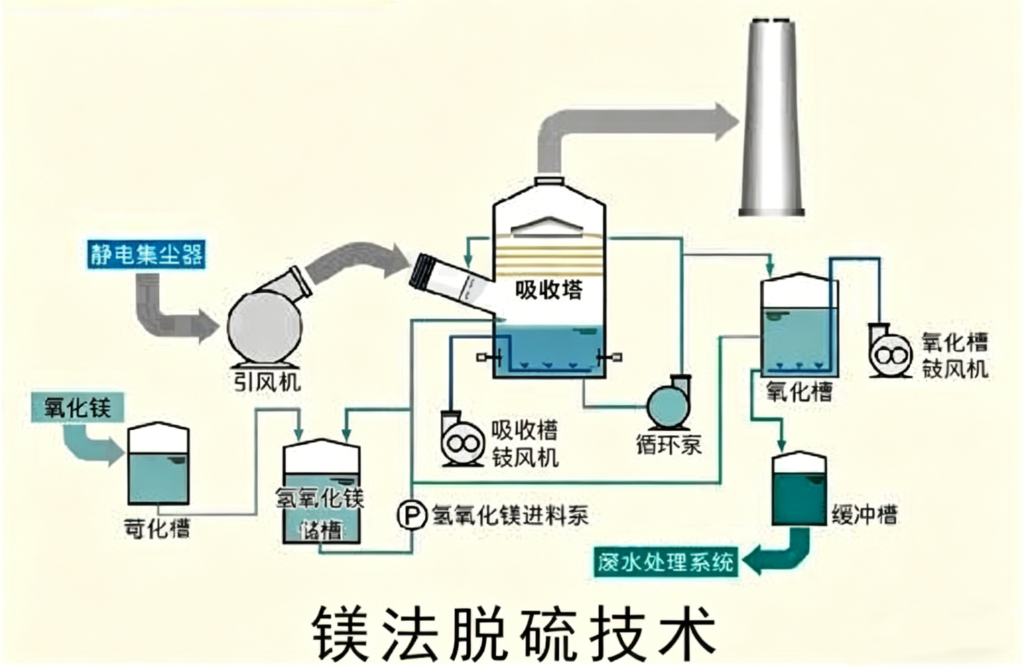
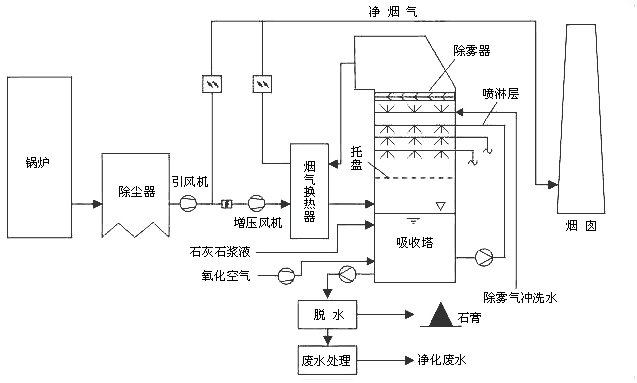
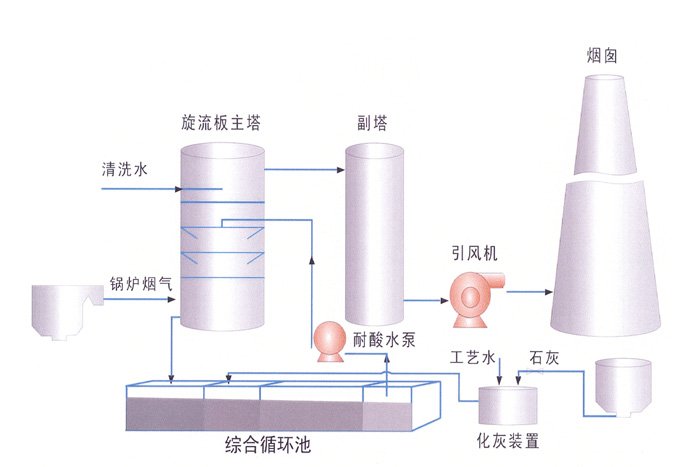
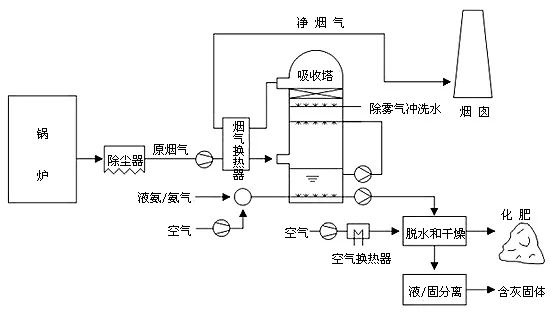
Reflux Circulating Fluidized Bed Flue Gas Desulfurization (RCFB-FGD) is an advanced dry flue gas desulfurization process based on circulating fluidized bed technology. The process uses dry hydrated lime powder Ca(OH)₂ as the absorbent. The dry absorbent is recirculated multiple times within the system. Inside the absorber tower, the absorbent makes intense contact with flue gas pollutants and undergoes chemical reaction. The recirculation extends the contact time between absorbent and flue gas, achieving effective sulfur dioxide removal.
Through chemical reactions, the process effectively removes SO₂, SO₃, HF, and HCl from flue gas. The final product is a dry, free-flowing powder mixture. This desulfurization byproduct causes no secondary pollution and can be further utilized in other applications such as building materials.
The process is primarily applied to coal-fired utility boiler flue gas desulfurization. A single absorber can treat flue gas from boilers ranging from 6 MW to 330 MW. SO₂ removal efficiency reaches 90 to 98 percent. Removal efficiencies for SO₃, HF, and HCl typically exceed 99 percent.
Process Characteristics
- Long residence time within the absorber ensures thorough contact between flue gas and absorbent, resulting in high absorbent utilization.
- No moving parts or wear-prone components inside the absorber. Overall system availability is high.
- Both absorbent and desulfurization byproduct are dry. System equipment does not experience binding, plugging, or corrosion.
- If coal sulfur content increases or higher removal efficiency is required, additional equipment is not necessary. Increased absorbent feed alone achieves the target.
- SO₃ removal efficiency is very high. Flue gas dew point after desulfurization is low. Equipment and ducts do not require corrosion-resistant lining.
- Load range is wide. The desulfurization system operates stably from 30 percent to 110 percent of boiler load.
Advantages
- SO₂ removal efficiency: 90 to 99 percent
- SO₃, HF, and HCl removal efficiency: above 98 percent
- Simple system design and small equipment footprint
- Low capital investment, operating, and maintenance costs
- Low auxiliary system energy consumption
- No wastewater discharge
- No corrosion protection required for equipment and ducts
- Low water consumption